
Copyright 2011. figNoggle Designs.
7x10, 7x12, 7x14 Mini-Lathe Information
Website Links
Post a link to your website or view other hobby and machine and metalworking websites for free.
|
Rent Mill & Lathe DVDs at Smartflix | Great aluminum & steel prices at OnlineMetals Enco 20" 1PH Square Column Geared Head Mill Drill (aka Rong-Fu 45 Mill Clone) - R8 Collet Fitment Issues We'd heard of other machines, whether the X3 from Sieg, other RF clones from China, etc.. having fitment issues between import or higher quality USA-made and the R8 spindle. This became apparent to us as we wired up the mill and were prepared to take it for a spin. Here's what we noticed at first glance:
So, with this in mind we took out the depth micrometer and measure the slot depths of the three. The slot depth of the face mill arbored R8 collet was .097" measured at the threaded end of the collet. The import R8 collet measured in at 0.068" while the Iscar R8 collet measured in at 0.069". This was an odd finding. How could a 0.001" depth differential prevent one collet from sliding in OK while the other one fit? Upon closer inspection of the three we found out that not all collets are made equal! We wanted to avoid taking apart the quill and resetting the depth of the slot pin. This takes some work. What did we find and what are the options? While the depths of the import and Iscar R8 collet slots differed by 0.001", the Iscar slot was a consistent depth all the way through the length of the collet. The import, on the other hand, had been done the "traditional" way - side ground with a curved relief toward the taper end of the collet. This explains it! Our options now are the following:
Looks like option III is the way to go. That is until we get another set of R8-ER collets. We may go with the larger set of ER40s since it gets us up to 1" shanks. In any event, here are some pictures of the findings. You can click on the image to get a larger view of the detail. First, a look up the inside of the spindle shows us that there are two locating pins? If this is the case, it may be challenging to grind them both down without disassembly of the quill/spindle:
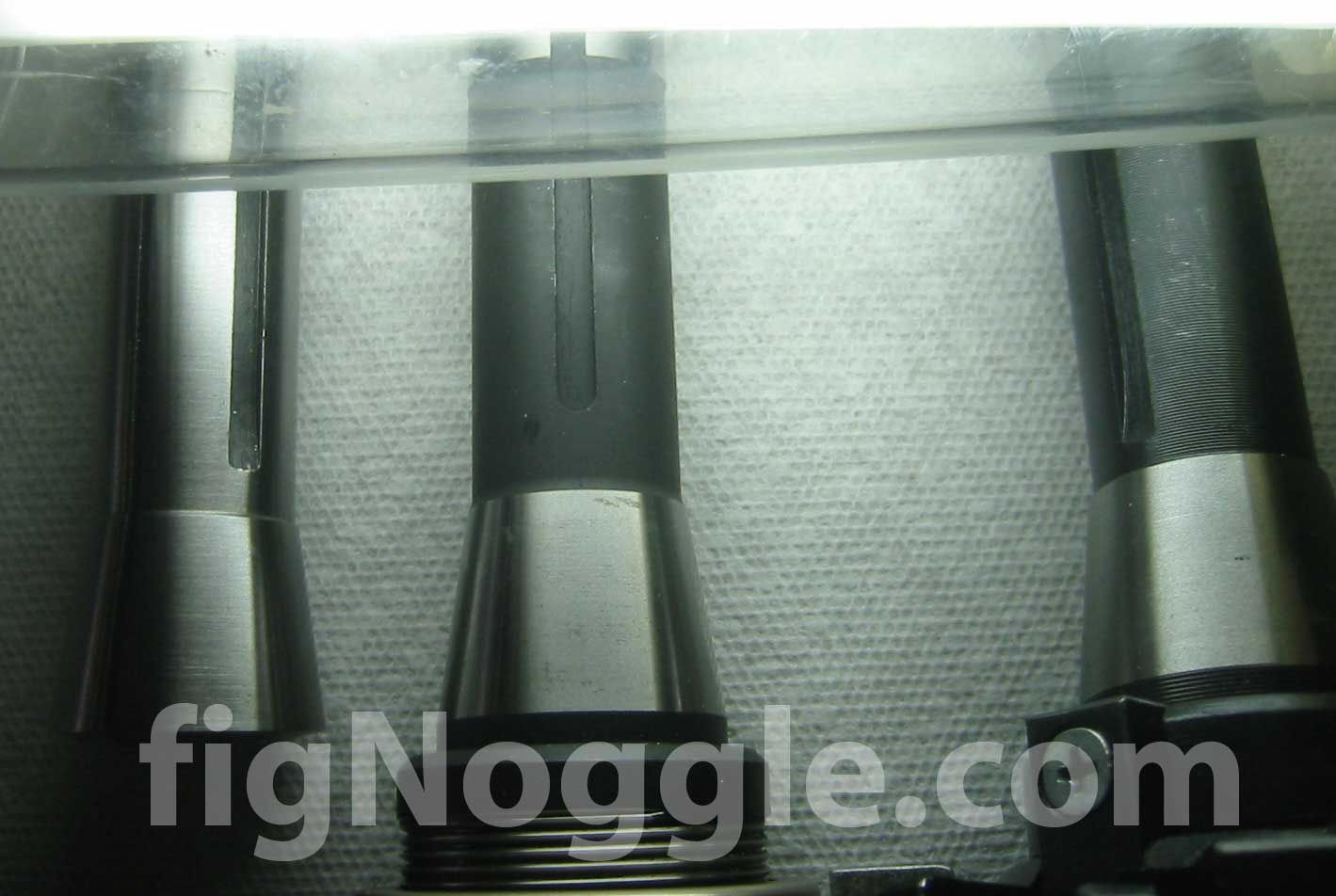
Next up, the collets. This shows the depths of the three slots. From left to right: Import Enco, Iscar R8-ER32, Face Mill (included with the machine):
And finally, a shot of the tapered end of the collets. Note the complete slot of the Iscar (middle) compared to the "traditional" slotting of the import collets (left and right). The only reason the collet on the right fit is because of the slot depth.
Mystery solved. We'll post additional comments here once we re-slot the import collets. Follow-up: We chucked the R8 collet into the Kurt D675 vise with some hold-down clamps for round stock making sure not to clamp down too hard since it was held in the middle section of the collet; the springy portion:
After centering the slot with the 5/32" 4-flute end mill and running it in the Enco at 1970rpm (the fastest it would spin), we milled down the slot to a uniform depth as well as increased the depth. Here's a picture of the end of the slot that we had thought caused problems with fitment:
On the left is the modified R8 collet and on the right is the stock import. It was easy to mill down. Did this work? No. So, we had to try another method of determining the thing that caused this fitment issue - Dykem blue dye to the rescue. We marked all three R8 collets/shanks and proceeded to insert them into the spindle. The face mill cleared with no problems. The R8-ER32 adapter didn't fit this time presumably due to the extra thickness created by the dye itself. Interesting result. The modified collet didn't fit either and we can now see where it was stopping (look at the left collet with the portion of the removed Dykem):
And a close-up view:
Also note the black slot? This was prior to milling the additional depth. After milling it down some more by something like .020" or so, it would slide up into the spindle and the taper would now engage. Milling the slot down to the depth of the face mill's would more than likely make the collet slide in much easier. We hope this helps! ***Important update*** As it turns out, the collet fitment issue was NOT with the depth of the locating slot in the collet and/or the pin itself (although this may be the problem with your spindle/collet combo), it was something entirely different. The fix is easy! Problem solved! |






Looking for mini-mill help and how-tos? How about lathe help and how-tos?
We're prototyping a benchtop CNC vertical mill using the DigiSpeed-XL interface card for Mach, Dart Controls and KB Electronics KBIC/KBMM 90VDC motor controllers, 1.5HP treadmill motor from Surplus Center and a R8-spindle head from the X2 mini-mill - not to mention Gecko servo drives and an entirely closed-loop system. Come take a look!CNC 8x12 Lathe
Check out our newest developments like the CNC/DRO 8x12/8x14 lathe using Gecko drives, break-out board, NEMA 34 step motors, DRO and more!
SUPERX3.COM
Sieg X3 and Super X3 Grizzly G0463 Info
MDAHacks.com
T-Mobile MDA / Cingular 8125 / HTC Wizard Hacks, Tweaks, Tips, Tricks and More!
Metal Working FAQ.NET
Your source for metalworking and machining, tips, tricks, and more. Over 50 content wiki sites!